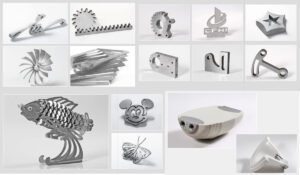


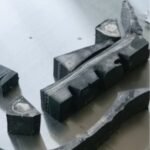
Metal
Precision cutting for thick plates and high-tolerance parts
Stone
Clean cutting for slabs, countertops, and architectural stone

Tiles
Accurate shaping for ceramic tiles and decorative designs

Glass
Low-stress cutting to reduce breakage and edge damage

Composites
Delamination-free cutting for advanced composite materials

Rubber
Flexible cutting for gaskets, seals, and industrial rubber parts

Foam
Smooth and precise cutting for soft and lightweight materials

Plastic
Clean edges for engineering plastics and custom components

Refractory Materials
Efficient cutting for heat-resistant and thermal insulation materials

Tube
Accurate cutting for pipes, profiles, and tubular structures

Multi-material
One solution for mixed materials and diverse applications
Laminated Materials
Precise cutting without damaging layered structures
Test Materials
Flexible setup for R&D, prototyping, and new materials

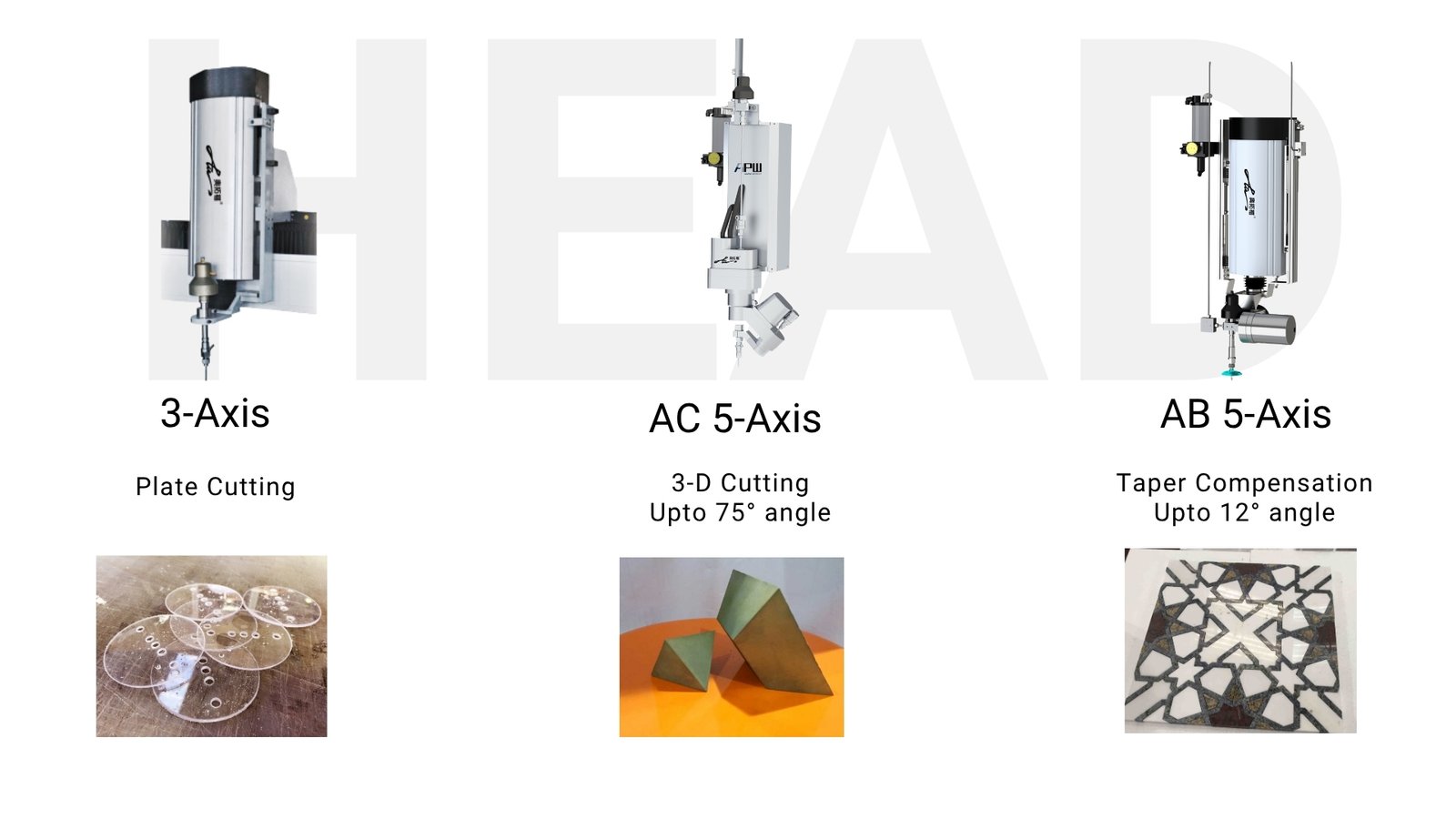
Complex 3D Shapes
Advanced multi-axis cutting for intricate geometries

Others
Custom solutions for unique and specialized applications